Главная • Ваз • 21099 • Двигатель
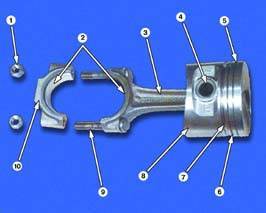
Схема поршневой группы Ваз 21099: 1 — гайка шатунного болта, 2 — шатунные вкладыши, 3 — шатун, 4 — поршневой палец, 5 — канавка верхнего компрессионного кольца, 6 — канавка нижнего компрессионного кольца, 7 — канавка маслосъемного кольца, 8 — поршень, 9 — шатунный болт, 10 — крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Таблица номинальных размеров цилиндров и поршней Ваз 21099
| Размерная группа | Модель двигателя Ваз-2108 | Модель двигателя Ваз-21083 | ||
| Диаметр цилиндра, мм | Диаметр поршня, мм | Диаметр цилиндра, мм | Диаметр поршня, мм | |
| A | 76,00-76,01 | 75,965-75,975 | 82,00-82,01 | 81,965-81,975 |
| B | 76,01-76,02 | 75,975-75,985 | 82,01-82,02 | 81,975-81,985 |
| C | 76,02-76,03 | 75,985-75,995 | 82,02-82,03 | 81,985-81,995 |
| D | 76,03-76,04 | 75,995-76,005 | 82,03-82,04 | 81,995-82,005 |
| E | 76,04-76,05 | 76,005-76,015 | 82,04-82,05 | 82,005-82,015 |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм.
Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному.
Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Разборка и сборка поршневой группы Ваз 21099
Рекомендуем снимать поршневые кольца Ваз 21099 специальным съемником. Если его нет, аккуратно раздвиньте замок кольца и снимите кольцо с поршня. Аналогичным образом снимите остальные кольца
С помощью специальной оправки выпрессуйте палец из шатуна
Осмотрите поршни. Если на них есть задиры, следы прогара, глубокие царапины – замените поршни
Для определения зазора измерьте диаметр цилиндра и диаметр поршня, который измеряют микрометром в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 51,5 мм от днища поршня
Измерьте щупом зазор между кольцами и канавками на поршне в нескольких местах по периметру. Если зазор превышают предельно допустимый, замените поршни с кольцами
ставьте поршневое кольцо в специальную оправку и измерьте зазор в замке. Вместо оправки можно вставить кольцо в цилиндр и продвинуть его поршнем, чтобы кольцо встало без перекосов. Если зазор превышает предельно допустимый, замените кольцо (см. примечание 2). Если зазор меньше 0,25 мм, осторожно спилите надфилем концы кольца
| Зазор между кольцами и канавками поршня Ваз 21099, мм | |
| Номинальный: | |
| верхнее компрессионное кольцо | 0,04-0,075 |
| нижнее компрессионное кольцо | 0,03-0,065 |
| маслосъемное кольцо | 0,02-0,055 |
| Предельно допустимый зазор для всех колец | 0,15. |
| Зазор в замках поршневых колец Ваз 21099, мм: | |
| Номинальный | 0,25-0,45 |
| Предельно допустимый | 1,0 |
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Классы поршневых пальцев и поршней Ваз 21099
| Класс | Диаметр пальца, мм | Диаметр отверстия в поршне, мм | Маркировка | |
| пальца | поршня | |||
| 1 | 21,970-21,974 | 21,982-21,986 | Синий | 1 |
| 2 | 21,974-21,978 | 21,986-21,990 | Зеленый | 2 |
| 3 | 21,978-21,982 | 21,990-21,994 | Красный | 3 |
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия. Проверьте посадку поршневого пальца в поршне.
Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса.
Если из поршня выпадает палец третьего класса, замените поршень и палец
Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши
Осмотрите шатуны с крышками. Замените погнутые шатуны
Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм
Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки
- После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.
- Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать.
- Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу
Сборку поршня с шатуном Ваз 21099 нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет невозможно.
- Обозначение ремонтного размера:
1-й ремонтный – треугольник, - 2-й ремонтный – квадрат.
- Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “ ”, - уменьшенная на 5 грамм – “-”.
Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в канавках
Если на кольце нанесена надпись “Верх”, “Top” или “Ваз”, установите кольцо надписью вверх, к днищу поршня. На нижнем копрессионном кольце имеется проточка. Кольцо должно устанавливаться проточкой вниз.
Перед установкой маслосъемного кольца поверните пружинный расширитель так, чтобы его замок находился с противоположной стороны от замка кольца.
Поверните поршневые кольца так, чтобы их замкирасполагались под углом 120° друг к другу
- Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки шатуна
- Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз крышки шатуна.
Источник: http://remocars.ru/vazman/21099/dvigatel/porshnevaya-gruppa-vaz-21099.html
ПОИСК
Подбор шариков и колец. шарикоподшипников подбор поршневых колец и поршней в авиамоторах и автомобильных двигателях, в размерных цепях палец—отверстие поршня—зазор палец—зазор—отверстие верхней головки шатуна двигателя внутреннего сгорания
[c.352]
Показатели для подбора поршневых колец
[c.354]
| Рис. 161. Подбор поршневых колец а — по поршню б — по цилиндру | 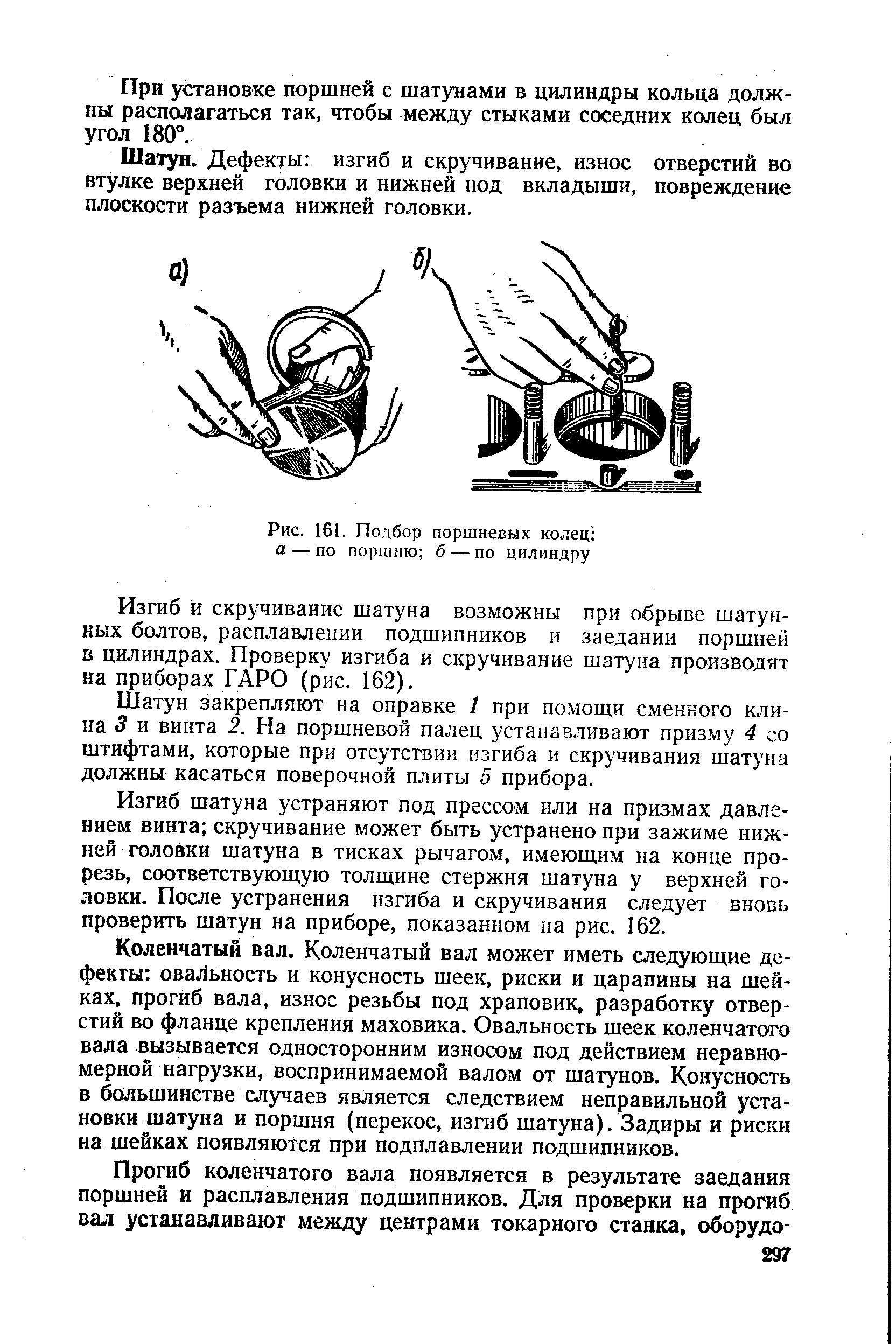 |
Подбор поршневых колец. Изношенные и потерявшие зт ру-гость поршневые кольца заменяют новыми, соответствующими ремонтному размеру поршня и цилиндров.
[c.252]
| Рис. 11.10. Подбор поршневых колец | 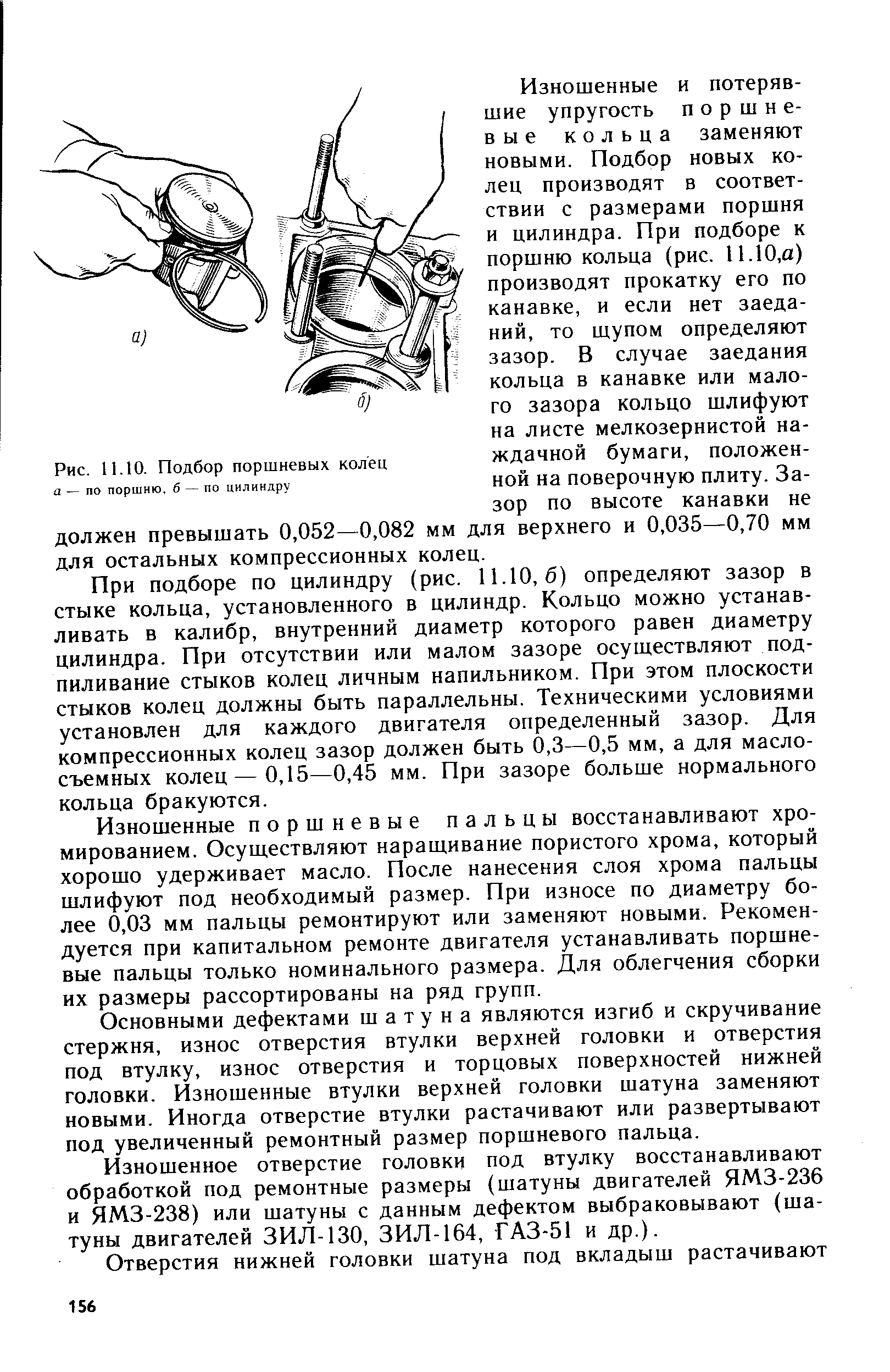 |
| Рис. 179. Подбор поршневых колец по калибру (а) и по поршню (б) | 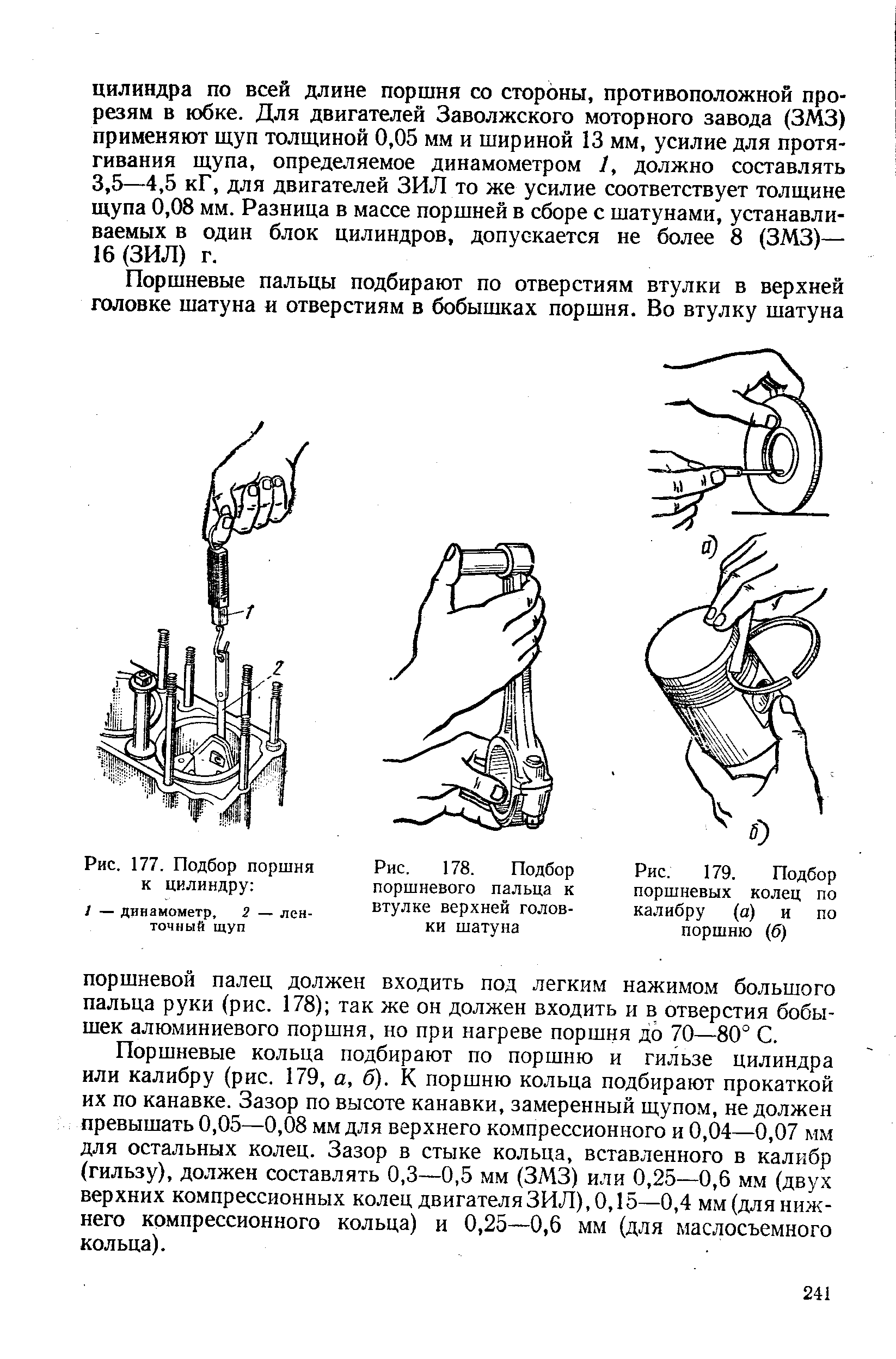 |
Рнс. 152. Подбор поршневых колец а — по цилиндру б — по поршню
[c.215]
Подбор поршневых колец. После подбора поршней по размерам гильз подбирают поршневые кольца. При подборе по поршню кольцо прокатывают по канавке поршня п шупом замеряют зазор между торцом кольца и канавкой (рис, 43). При подборе по цилиндру
[c.175]
Зазоры, рекомендуемые для подбора поршневых колец
[c.178]
Зазор может быть проверен при установке кольца в соответствующий калибр (рис. 213). Зазоры, рекомендуемые для подбора поршневых колец, приведены в табл. 35.
[c.295]
Подбор поршневых колец. Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Подбор новых колец производят в соответствии с размерами поршня и цилиндра. При подборе к поршню кольца (рис. 76, а) производят прокатку его по канавке, и если нет заеданий, то щупом определяют зазор.
В случае заедания кольца в канавке или малого зазора кольцо шлифуют на листе мелкозернистой наждачной бумаги, положенной на поверочную плиту. Величина зазора по высоте канавки не должна превышать 0,052—0,082 мм для верхнего и 0,035—0,70 мм для остальных компрессионных колец.
[c.
93]
| Рис. 76. Подбор поршневых колец й — ПО поршню, | 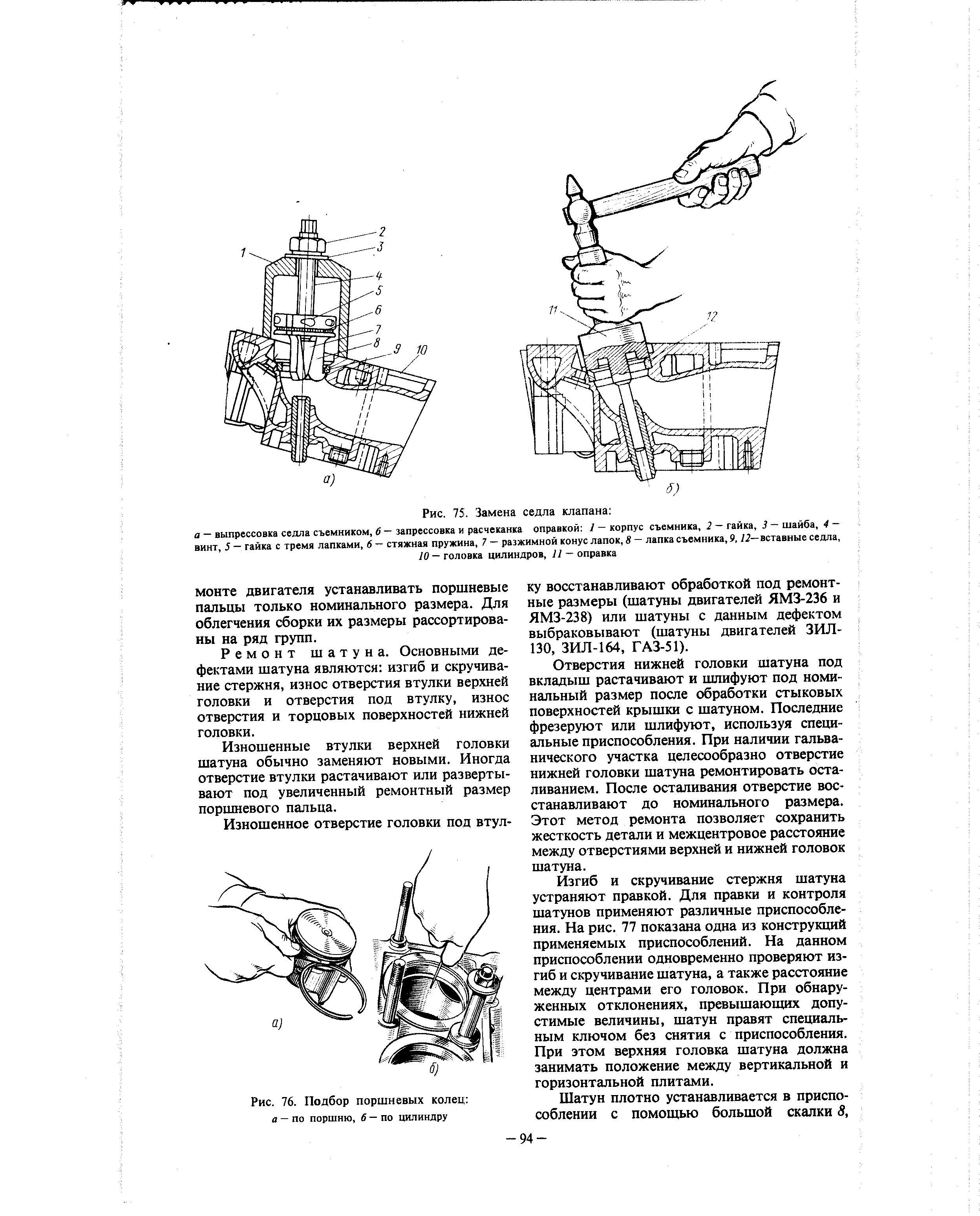 |
Подбор поршневых колец. Размеры поршневых колец должны соответствовать размерам цилиндров и поршней. Поршневые кольца 1-го и 2-го ремонтных размеров на боковой поверхности около размера имеют соответственно маркировку -1-0,5 и 1,0 .
[c.217]
После подбора поршней необходимого диаметра и массы устанавливают поршневые кольца. Последние должны быть чистыми, без рисок, заусенцев и забоин, острые углы должны быть затуплены. Требования к точности изготовления поршневых колец стандартизованы.
[c.395]
При установке поршневых колец на поршне должен быть проверен зазор между кольцом и стенками канавки поршня. Наивыгоднейший зазор достигается подбором колец, и лишь в индивидуальном производстве допускается пригонка кольца путем его притирки на плите.
[c.397]
В условиях мелкосерийного производства необходимо производить подбор и пригонку поршневых колец по ручьям (канавкам на цилиндрической поверхности поршня) путем притирки на чугунной плите с наждаком.
[c.169]
Шатунно-поршневую группу необходимо собирать с подбором совместимости поршня, поршневого пальца, поршневых колец и шатуна. Перед проверкой и сборкой очистить поршень от нагара и удалить все отложения из смазочных каналов поршня и шатуна.
При ремонте двигателя не рекомендуется обезличивать комплект его шатунов, которые на заводе-изго-товителе подбирают по массе.
При замене отдельных шатунов одного комплекта их подбирают по массе одной группы, причем подгонку по массе осуществляют путем снятия металла с бобышек на крышке и головке шатуна.
[c.198]
После подбора поршней необходимого диаметра и веса производят установку поршневых колец. Предназначенные для сборки кольца должны быть чистыми, без рисок, заусенцев и забоин на рабочей поверхности острые углы на наружной и внутренней ок-
[c.404]
На головке поршня имеется три канавки для поршневых колец. В канавке для маслосъемного кольца просверлены отверстия, через которые масло, снимаемое со стенок цилиндров, отводится в картер двигателя. Под бобышками для поршневого пальца сделаны два прилива, которые позволяют подгонять поршни по массе.
Поршни устанавливают в цилиндры так, чтобы П-образная прорезь юбки была обращена в сторону, противоположную клапанной коробке. Эта сторона цилиндра не подвергается действию боковых сил при рабочем ходе поршня. Масса стандартного поршня равна 460 2 г. Поршни подбирают к цилиндрам индивидуально. Для облегчения подбора их разбивают на 5 групп (табл. 1).
Условное обозначение групп выбивают на днище поршня и на бобышках в верхней части цилиндров блока.
[c.22]
Для подбора кольца по поршню его сначала прокатывают по канавке поршня и при отсутствии заеданий щупом замеряют зазор.
В случае заедания кольца в канавке или малого зазора производят шлифование торцовой части кольца вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите. Упругость поршневых колец проверяют на приборе (рис. 213).
При этом величина нагрузки (в табл. 38 упругость) должна соответствовать зазору в замке кольца, установленного в цилиндр.
[c.354]
Проверка и регулировка давления сжатия в цилиндрах дизеля. Проверку давления сжатия по цилиндрам в условиях депо делают в том случае, если при правильном подборе толщины прокладок под топливными насосами и исправной работе топливной аппаратуры давление вспышки в одном или нескольких цилиндрах отличается больше, чем допускают нормы.
Давление сжатия характеризует степень плотности камеры сжатия цилиндров, а поэтому давление сжатия проверяют после приработки поршневых колец, зеркала цилиндровых втулок на прогретом дизеле, когда температура выходящей воды и масла из дизеля достигнет 45 — 55° С при частоте вращения коленчатого вала 385 — 415 об/мин и работе дизеля без нагрузки.
[c.337]
Неисправности в работе гидросистем вызывают следующие причины 1) износ насосов, гидродвигателей или гидроаппаратуры 2) износ цилиндров, поршней, поршневых колец, манжетов 3) засорение аппаратуры и трубок вследствие попадания в рабочую жидкость посторонних включений (ветоши, окалины, брызг, от электродов и др.
) 4) задиры на деталях аппаратуры, что может быть вызвано загрязнением рабочей жидкости мелкой окалиной, абразивной пылью, водой, эмульсией и т. д.
5) заклинивание деталей аппаратуры из-за засорения рабочей жидкости или применения масла, не соответствующего паспорту гидропривода (некоторые масла в процессе работы выделяют смолистые вещества, осаждающиеся на деталях аппаратуры, стенках трубок) 6) проникновение воздуха в систему и рабочую жидкость, вызывающего скачкообразное перемещение узлов 7) перегрев рабочей жидкости (при высокой температуре в помещении, наличии расположенных вблизи источников тепла, неправильном подборе рабочей жидкости, а также неправильном подборе насосов, гидромоторов, аппаратуры), вызывающий изменение вязкости рабочей жидкости, а значит уменьшение скорости движения рабочих органов 8) засорение
[c.252]
Шатунно-поршневую группу необходимо собирать с подбором совместимости поршня, поршневого пальца, поршневых колец и шатуна. Следует иметь в виду, что при изготовлении маркировочную краску наносят у поршней —на нижнюю поверхность одной из бобышек, у поршневых пальцев — на внутреннюю поверхность с одного конца, на шатуне — у верхней головки.
[c.294]
После подбора поршней по размет рам гильз подбирают поршневые кольца. При подборе по поршню кольцо прокатывают по канавке поршня и щупом измеряют зазор между торцом кольца и канавкой (рис. 211). При подборе по цилиндру кольцо устанавливают в зоне наименьшего износа цилиндра, но в пределах хода поршневых колец и измеряют зазор в замке кольца (рис.
[c.295]
Поршни — подбор по цилиндрам, сборка с шатунами, смена поршневых колец.
[c.274]
Примерами применения метода могут служить комплектация шариков и колец шариковых подшипников, подбор при сборке поршней и поршневых колец, подбор при сборке пальца к отверстию верхней головки шатуна двигателя внутреннего сгорания.
[c.113]
Соединения с возвратно-поступательным движением уплотняют тщательной обработкой и селективным подбором трущихся пар, т. е. путем щелевого уплотнения, которое создается за счет минимального зазора между деталями или с помощью фигурных манжет (рис. 23), резиновых и металлических (поршневых) колец.
[c.51]
Подбор деталей позволяет получить экономичным путем весьма точные соединения. Они применяются при сборке поршневых пальцев с поршнями, колец и поршня, поршней с цилиндрами двигателей и др.
[c.474]
Поршневые кольца подбирают по поршню и по цилиндру. Подбор к поршню производят прокаткой колец по канавке (рис.
161,а), а подгонку колец—притиркой их о лист мелкозернистой наждачной бумаги, положенный на поверочную плиту. Зазор по высоте канавки должен быть 0,035—0,08 мм зазор в стыке кольца, вставленного в цилиндр (р ис.
161,6)—0,20— 0.45 лш. Подгонку зазора в замке производят личным напильником.
[c.296]
После подбора поршней по размерам гильз подбирают поршневые кольца. При подборе по поршню кольцо прокатывают по канавке поршня и щупом замеряют зазор между торцом кольца и канавкой (рис. 126).
При подборе по цилиндру кольцо устанавливают в зоне наименьшего износа цилиндра, но в пределах хода поршневых колец, и измеряют зазор в замке кольца (рис. 127). Зазор может быть проверен при установке кольца в соответствующйй калибр (рис. 128).
Зазоры, рекомендуемые для подбора поршневых колец, приведены в табл. 61.
[c.201]
| Таблица 35. Зазоры, рекомевдуемые для подбора поршневых колец | 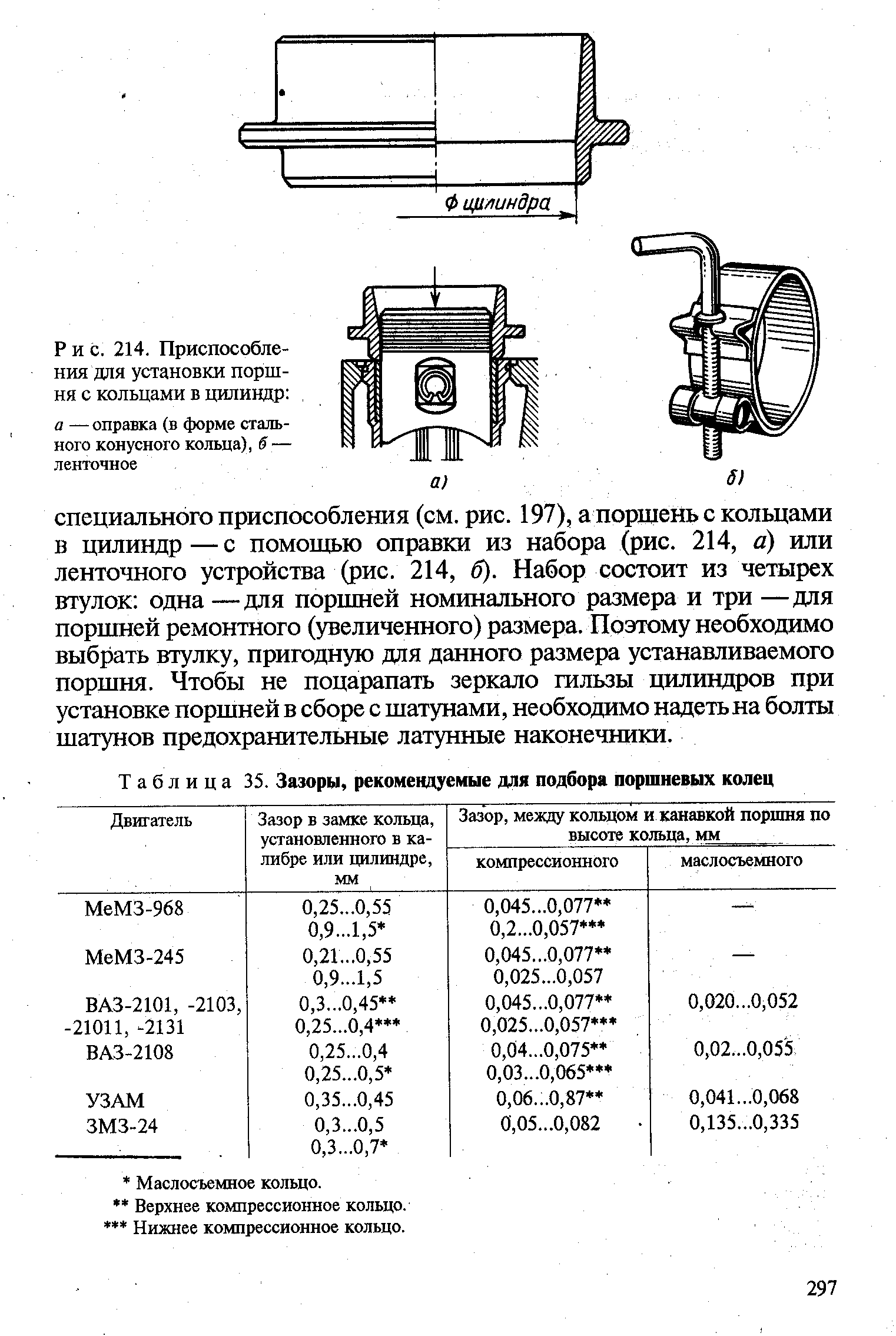 |
Разнообразие областей применения, производительностей и рабочих давлений компрессоров объясняет их многотипность. Однако несмотря на разнообразие схем цилиндровых групп, возможна широкая унификация механизмов движения и отдельных узлов. Унификацию целесообразно проводить по следующим направлениям а) отбор минимального числа типов компрессоров б) составление рядов (градаций) компрессоров, покрывающих всё поле производительностей и давлений с наименьшим числом моделей машин в) применение одинаковых цилиндровых групп в компрессорах, различающихся числом цилиндров или числом оборотов г) унификация рам и механизмов движения создание нормального ряда рам, характеризующихся усилиями по штоку или шатуну подбор размеров цилиндров по заданным усилиям (см. фиг. 32, а также фиг. 17, 26) д) унификация узлов и детален (клапанов, арматуры, поршневых колец, холодильников или их элементов и т. д.).
[c.499]
В работе Ф. Ганфта [73] приведены данные исследования износа поршней (рис. 1,г), цилиндров, поршневых колец и кулачковых валиков двигателей автомобилей Грехем и мотоциклов Ван-дерер.
Эти данные характерны тем, что иллюстрируют возможность подбора таких масштабов построения графиков, при которых линии износа аналогичных деталей различных машин (двигателя автомобиля, двигателя мотоцикла), работающих в различных условиях (при водяном и воздушном охлаждении), с большой точностью совпадают.
[c.33]
Поршни подбирают к цилиндрам в соответствии с разбивкой их на группы, как указано в табл. 1. Правильность подбора проверяют, протягивая при помощи безмена ленту-щуп, заложенный между поршнем и цилиндром.
Усилие при протяжке (при температуре 20° С) должно быть равно 3,5—4,5 кГ. Толщина ленты-щупа равна 0,05 мм, ширина— 13 мм.
Поршень вставляют в цилиндр без поршневых колец и замеряют зазор на стороне иоршня, противоположной прорези в юбке (рис. 54).
[c.81]
При этой температуре происходит сгорание масла, попадающего на изолятор свечи, и тем самым уменьшается нагарообра-зование. При правильном подборе свечи для данного двигателя нижняя часть изолятора после некоторого периода работы должна иметь светлокоричневый цвет.
Если же температура нижней части изолятора будет ниже 600°С, то даже при нормальном составе горючей смеси, нормальном уровне масла в картере двигателя и хорошем состоянии поршневых колец на нижней части изолятора возможно отложение нагара, что вызовет перебои в работе двигателя.
[c.158]
Тепловая характеристика свечей зажигания. Для бесперебойной работы свечи зажигания температура нижней части изолятора должна быть 500—600°С (температура самоочищения), при которой происходит сгорание нагара, отлагающегося на изоляторе свечи.
При правильном подборе свечи для данного двигателя нижняя часть изолятора после работы в течение некоторого времени имеет налет светло-коричневого цвета. Этот налет не вызывает заметной утечки тока, и поэтому его не следует удалять с изолятора.
Если же температура нилкартере двигателя и хорошем состоянии поршневых колец на нижней части изолятора возможно отложение нагара, что вызовет утечку тока, а следовательно, и перебои в работе двигателя.
[c.129]
По достижении автомобилем пробега 200-250 тыс. км в двигателе появляются неисправности, которые можно устранить только при его полной разборке.
К таким неисправностям относится появление чрезмерных зазоров между поршнями, цилиндрами и кольцами, шейками коленчатого вала и вкладышами коренных и шатунных подшипников вследствие их естественного износа.
Восстановление работоспособности цилиндропоршневой группы осуществляется расточкой цилиндров с подбором и заменой поршней и поршневых колец соответствующего ремонтного размера, а шатуннопоршневого механизма – шлифовкой шеек коленчатого вала и заменой вкладышей коренных и шатунных подшипников. Чем запастись перед ремонтом двигателя Необходимые узлы и детали даны в порядке снижения вероятности их потребности (детали, указанные в поз. 1, 2, 3, обычно 1-го или 2-го ремонтного размера) [c.69]
Папавинские методы включают в себя комплекс технических мероприятий, предупреждающих интенсивность износа основных частей и деталей паровоза.
К таким мероприятиям, например, относятся футеровка под-решёточной части задней решётки, тщательная регулировка подачи смазки в цилиндры и золотники, подбор золотниковых и поршневых колец по твёрдости, правильное производство продувок и питания котлов антинакипинами, регулировка нагрузки на сцепные оси с целью предупреждения преждевременного износа бандажей, крепление дышловых подшипников в зависимости от величины проката бандажей, применение профильных тормозных колодок.
[c.24]
Надежная работа поршневой группы зависит от обеспечения эффективных способов отвода тепла от днища поршня и создания благоприятных условий для работы поршневых колец. Через поршень может отводиться 4—7% тепла, вводимого с топливом в цилиндр двигателя.
Работа поршневой группы определяется подбором соответствующих антифрикционных качеств трущейся пары поршень — кольцо, с одной стороны, зеркало цилиндровой втулки — с другой и хороших условий прирабатываемости этой пары, так как работа трения поршня составляет минимум 50—60% механических потерь в двигателе, а также подбором геометрических размеров поршня, конусности его головки, формы тронковой части (юбки), соответствующих зазоров, допускающих тепловое расширение поршня при минимальном расходе масла на угар. Необходимо соблюдать жесткие требования к внутренней поверхности втулки цилиндра (так называемому зеркалу ее). Отсутствие эллиптичности, конусности и гранености зеркала обеспечивает хорошее прилегание к его поверхности поршневых колец, что в комплексе (притом не только в отношении поршня, но и втулки) способствует хорошей их приработке и устраняет прорыв газа из камеры сгорания через кольца в картер.
[c.161]
Нужное качество поршневых колец обеспечивается не только конструктивными мероприятиями, но и надлежащим выбором материала и подбором трущейся пары. Обычно кольцо должно быть тверже втулки, с тем чтобы обеспечить меньший его износ.
Объясняется это тем, что удельная работа трения, приходящаяся на единицу поверхности кольца, несравненно больше, чем на единицу поверхности втулки, и, следовательно, кольцо изнашивается все равнобыстрее.
Материал для колец — по ГОСТ 7133—67, а методы механических испытаний матер1 алов — по ГОСТ 7295—74.
[c.178]
Источник: https://mash-xxl.info/info/344258/
Как менять кольца на ВАЗ
Вам понадобится
- – ключи
- – новые кольца
- – моторное масло
- – молоток
- – щуп
Инструкция
Поставьте автомобиль на эстакаду или смотровую яму. Снимите аккумуляторную батарею, распределитель зажигания, карбюратор, шланг вентиляции, корпус воздушного фильтра. Слейте масло из поддона двигателя.
Отсоедините провод от датчика, показывающего температуру охлаждающей жидкости, ключом выверните пробку из блока двигателя. Слейте охлаждающую жидкость. Ослабьте хомут и снимите с патрубка головки блока шланг «печки».
От штуцеров впускной трубы отсоедините шланг усилителя тормозов и охлаждающей жидкости. Снимите шланги с патрубка, находящегося на передней части головки блока.
Внизу автомобиля отверните болт хомута крепления коробки передач с приемной трубой, отсоедините трубу резонатора. Отвернув 4 гайки, соединяющие приемную трубу с коллектором, отсоедините трубу от двигателя.
Верхнюю гайку крепления воздухосборника открутите торцевым ключом. Переднюю часть щитка стартера крепит нижняя гайка, открутите ее ключом «на 13». Заднюю часть щитка отверните вместе со шпилькой. В выпускном коллекторе появится сквозное отверстие.
Для облегчения снятия и установки щитка удалите нижнюю проушину крепления. Затем возьмите ключ «на 10» и отверните крепление крышки головки. Чтобы ослабить натяжение цепи, отверните колпачковую гайку ее натяжителя. Через цепь надавите монтажкой на башмак натяжителя. После того как плунжер натяжителя утопится, затяните колпачковую гайку.
Отогните у контровочной шайбы усик и отверните винт, крепящий звездочку распределительного вала. Снимите звездочку и подвяжите цепь, чтобы предохранить ее от падения вниз. Начиная от основной метки, нанесите на звездочку через 90 градусов еще три метки. Это облегчит регулировку зазоров двигателя.
Снимите корпус распредвала со шпилек головки блока, отвернув гайки крепления. Отверните болты крепления головки блока, а затем выкрутите болт у распределителя зажигания. Демонтируйте головку блока с прокладкой. Ключом «на 13» отверните гайки, служащие для крепления опор двигателя.
Приподнимите двигатель над поперечиной, чтобы снять поддон. При помощи домкрата поднимите автомобиль до отрыва левого переднего колеса. В головки болтов, прикрепляющих поддон, подставьте упор и плавно опустите машину. Левая опора двигателя отойдет от подушки. Вставьте в образовавшуюся щель брусок подходящего размера и уберите упор.
Отверните винты поддона и снимите его. Демонтируйте масляный насос, крышки шатунов с вкладышами. Легким постукиванием ручкой молотка вытолкните поршень с верхним вкладышем и шатуном. Не меняйте вкладыши местами, если не намереваетесь менять их на новые. Очистите верхнюю часть цилиндра от нагара.
Верхнее компрессионное кольцо вставьте в цилиндр на глубину, не превышающую 5 мм, и замерьте щупами зазор в стыке кольца S1. Передвинув кольцо на 8-10мм, замерьте зазор S2. Рассчитайте износ цилиндра по следующей формуле: (S2 – S1)/3,14. Если показатель меньше 0,15мм, то замените изношенные кольца на номинальные.
Проверьте, подойдут ли в цилиндр новые кольца. Для этого поместите их в неизношенную, верхнюю часть цилиндра. Стык у некоторых колец, если нужно, припилите надфилем.
Зазоры в стыках колец в неизношенных цилиндрах должны лежать в следующих пределах: 0,30-0,45мм – для первого компрессионного; 0,25-0,40мм – для маслосъемного и второго компрессионного.
При изношенных цилиндрах ориентируйтесь на меньшие показатели.
Перед установкой обкатайте кольца по канавкам поршней. Установите кольца на поршень. Будьте осторожны и не сломайте довольно жесткое второе кольцо, имеющее выточку в нижней части.
Очистите стыковочную поверхность блока от нагара и остатков прокладки. Две шатунные шейки коленчатого вала установите в нижней мертвой точке. Смажьте поршень и цилиндр моторным маслом.
Установите половинку вкладыша в шатун и также смажьте его. Вставьте поршень в цилиндр.
Источники:
Пятнадцать-двадцать лет назад проблема покупки поршневых колец стояла очень остро. Сейчас ассортимент запчастей включает все возможные детали вплоть до самых мелких. Однако возникла проблема правильно подобрать детали для замены. Именно качество и надежность поршневых колец и других деталей цилиндро-поршневой группы кардинально влияют на срок службы двигателя после ремонта.
Инструкция
В настоящее время для автомобилей выпускают поршневые кольца нескольких номинальных размеров, на каждый из которых приходится 1-2 ремонтных. Одним из лучших материалов является специальный высокопрочный чугун с высокими противоизносными свойствами. Не все отечественные заводы используют этот материал, поэтому обратите внимание на него в первую очередь.
Маслосъемные кольца выпускаются хромированными и нехромированными. Третий тип – стальные кольца с пружинным элементом – выбирайте только для установки при ремонте двигателя. Они бывают только номинального размера.
Хромированные кольца больше подходят для двигателей с повышенной степенью сжатия и с более нагруженными режимами работы. Чтобы отличить нехромированное кольцо от хромированного, обратите внимание на выступы. У нехромированных они несимметричны.
А по цвету и те, и другие одинаковы.
Обратите внимание на расширительные пружины. Они должны иметь переменный шаг навивки витков и отшлифованную поверхность по наружному диаметру и торцам. Иные варианты колец могут либо быть подделкой, либо быть изготовлены на дешевом оборудовании и иметь низкий ресурс. Проверьте профиль и высоту выступов. Если они отсутствуют или едва заметны, значит кольца б/у.
На иномарках широко распространены стальные маслосъемные кольца ввиду их большого срока службы, меньшей массы и стоимости. При возможности (их применение ограничено), приобретите такие для своего отечественного автомобиля. При выборе компрессионных колец определите на ощупь наличие фаски на одной или двух сторонах наружного диаметра кольца. Низкокачественные детали такой фаски не имеют. Еще одна особенность высококачественных запчастей – осветленные и закругленные торцы. Хромовое покрытие компрессионных колец создает матовый цвет. По нему отличите их от нехромированных колец, имеющих стальной блеск. Микрометром проверьте номинальный и ремонтный размер кольца, чтобы гарантированно обезопаситься от подделки.
Обратите внимание на маркировку колец. Заводская метка, обозначающая размер и фирму ставится автоматически в строго фиксированном месте. На подделке всегда имеются отклонения от установленного места. Кроме того, убедитесь, что кольца упакованы в фирменную упаковку в пакетики по 3 штуки.
На пакетике должны быть указаны: номер комплекта, модель двигателя и размер колец. В коробочке должно быть количество цилиндрокомплектов-пакетиков, соответствующее количеству цилиндров двигателя, для которого они предназначены.
Все надписи должны быть нанесены одним шрифтом, должен быть штамп ОТК, точки склеивания коробки находиться в строго определенных местах.
Для ориентировки в ассортименте поршневых колец используйте техническую документацию по ремонту и запасным частям двигателя. Там указаны необходимые размеры поршневых колец, требуемые для конкретного ремонта силового агрегата. Установив кольца небольшого срока службы, вы уменьшите износ стенок цилиндров и продлите жизнь двигателю. Но при этом каждые 30-40 тыс. км придется полностью разбирать двигатель и менять кольца. Долговечные кольца прослужат 150-200 тыс. км. После такого пробега в обоих случаях придется шлифовать коленвал, менять его вкладыши и делать мелкий ремонт цилиндро-поршневой группы. Посчитайте, во сколько обойдется разборка и сборка двигателя каждые 30-40 тыс. км на протяжении 200-тысячного пробега и решите, стоит ли такая забота о двигателе финансовых и трудовых затрат.
Источники:
- Подбор поршня ВАЗ к цилиндру по диаметру и весу
Источник: https://www.kakprosto.ru/kak-132809-kak-menyat-kolca-na-vaz
Поршни ВАЗ 2112: Замена, Размеры, Маркировка, Кованые – что надо знать

Вырывающийся позади автомобиля из выхлопной трубы сизый дым указывает на неполадки мотора. Чаще всего в этом случае требуется замена поршневой на ВАЗ 2112.
Оглавление
Замена
Размеры
Маркировка
Кованые
Замена
- Замена поршня ВАЗ 2112 производится с учетом соответствия определенному классу поршня новое поршневое кольцо.
- Кольца выбираются согласно их обозначения:
- на кольцах с номинальными размерами обозначение отсутствует;
- маркировку «40» имеет ремонтное кольцо, диаметр которого больше на 0,4 миллиметра;
- маркировку «80», увеличенное на 0,8 миллиметров.
Перед установкой колец щупами нужно замерять зазор между кольцом и поршневой стенкой соответствующей кольцу канавки. На фото показан пример выполнения операции.
Существует инструкция, указывающая допустимые зазоры между элементами. Такие данные приведены в таблице.
- Кольцо Допустимые зазоры между кольцами и стенками канавок на поршне
- Кольцо верхнее компрессионное 0,04 — 0,075
- Кольцо нижнее компрессионное 0,03 — 0,065
- Кольцо для съема масла 0,02 — 0,055
- Если величина допустимого зазора больше, нужно заменить поршневые кольца на автомобиле ВАЗ 2112.
- Для установки маслосъемного и верхнего компрессионного кольца существует маркировка «ТОР» или «ВАЗ», которая после монтажа должна находиться вверху.
- Вниз проточкой нужно ориентировать нижнее компрессионное кольцо.
- Процесс установки элементов на поршень:
- замок детали раздвигается таким образом, чтобы его удобно было одеть на поршень;
- сначала замок кольца нужно завести на поршень;
- затем ставится на место тыльная часть элемента.
Начало установки на поршень новых колец от расширителя кольца маслосъемного. После установки кольца замок расширителя и замок кольца должны быть развернутыми между собой на 180 градусов.
По окончании монтажа элементов на поршень, нужно их сориентировать так, чтобы на компрессионном верхнем кольце замок располагался под углом 45 градусов к оси расположения поршневого пальца. Замок нижнего компрессионного кольца разворачивается на 180 градусов, поворачивается на 90 градусов замок на маслосъемном кольце по отношению такого же элемента на верхнем компрессионном кольце.
Итак:
При нарушении технологии установки деталей на поршень может в цилиндр проникать масло, а это послужит причиной образования нагара, располагающегося на стенках в камере сгорания. Помимо этого из глушителя будет виден дымный выпуск, и к тому же увеличится расход масла.
Кольца на поршень можно одевать только специальными щипцами, а лучше в специальном приспособлении.
После сборки кольца, поршень, зеркало цилиндра хорошо нужно смазать новым маслом для двигателя.
Оправка, которой обжимаются кольца, надевается на поршень. Для того чтобы детали самоустановились нужно по оправке слегка постучать ручкой молотка.
Перед установкой вкладышей в нижней крышке шатуна нужно насухо вытереть постели шатуна и крышки.
Внутренняя часть вкладышей и шатунная шейка коленвала смазываются новым маслом для моторов.
Поршень заводится в гильзу блока. Но перед этим его нужно сориентировать так, чтобы имеющаяся на днище детали стрелка, была направлена в сторону, где находится шкив коленчатого вала.
Поршень утопится в цилиндре. При этом оправку прижимают к блоку, а по низу поршня аккуратно простукивается ручкой молотка. Вместе с тем нужно следить, за правильным продвижением шатуна к шейке коленчатого вала.
На шатун крепится крышка, моментом, приблизительно пять кгс/м затягиваются гайки.
Совет: Шатунные крышки изготавливаются не взаимозаменяемыми деталями. На них и на самом шатуне указан номер цилиндра, где должен устанавливаться шатун. Когда замена поршневой произведена, цифры на шатуне располагаются с одной стороны.
После монтажа последнего поршня силовой агрегат собирается в последовательности обратной его разборки.
Размеры
- ПОРШЕНЬ 2112-1004015
- Диаметр поршня (номинальный), мм: 82,0
- Диаметр поршня (1-й ремонт), мм: 82,4
- Диаметр поршня (2-й ремонт), мм: 82,8
- Высота поршня(без вытеснителя), мм: 64,3
- Компрессионная высота, мм: 37,9
- Жаровой пояс, мм: 7,5
- Высота канавки под 1-е компрессионное кольцо, мм: 1,53 — 1,55
- Высота канавки под 2-е компрессионное кольцо, мм: 2,02 — 2,04
- Высота канавки под маслосъемное кольцо, мм: 3,957 — 3,977
- Смещение отвертия под палец, мм: 1
- Рекомендованный зазор в цилиндре, мм: 0,025-0,045
- Поверхность днища поршня: с вытеснителем
- Высота вытеснителя, мм: 1,25
- Объем вытеснителя, см 3: 3,41 ±0,03
- Глубина выборки под впускной клапан, мм: 3,19
- Глубина выборки под выпускной клапан, мм: 3,06
- Общий объем выборок в поршне, см 3: 0,638 ± 0,08
- Расстояние, на котором определяется фактический диаметр поршня, мм: 55
- Покрытие / микропрофиль: микропрофиль
- Вес, г.: 350,0
- Поршневой палец 2110-1004020
- Диаметр поршневого пальца, мм: 22
- Поршневые кольца 21083-1000100
- Высота колец, мм: 1,5/2,0/3,95
- Стопорные кольца 21213-1004022
Маркировка
Основные маркировки в литье, нанесенные на деталь.
1. Обозначение модели изделия символы 21 и 12, в районе отверстия под палец. 2. Обозначение производителя ВАЗ, на юбке с внутренней стороны. 3.
Обозначение литейной оснастки -буквы и цифры, на юбке с внутренней стороны. 4. Обозначение литейного сплава АЛ40 40, на юбке с внутренней стороны. Основные маркировки наносимые на днище. Все маркировки наносимые на днище соответствуют маркировкам применяемым для поршней 21083, 2110, 2112.
Основные размеры Классы диаметров поршней и классы отверстий под поршневой палец соответствуют размерам применяемым для моделей 21083, 2110, 2112. Применяемость поршня 2112-1004015. * — расчетные размеры могут отличаться от фактических в пределах допусков на изготовление указанных деталей.
Кованые
Понятно, что поршень должен быть как можно легче, прочнее и как можно меньше изменять свою форму при нагреве и других воздействиях.
Вот типичный портрет современного поршня для двигателя автомобиля или мотоцикла.
Он (поршень) отливается из аллюминиевого сплава с добавлением кремния и в холодном состоянии имеет овальную форму, чтобы при нагреве поршня, в силу упомянутых выше причин, приблизиться к цилиндрической.
А для того, чтобы оптимизировать по форме пятно контакта юбки поршня с цилиндром, профиль юбки поршня делают бочкоообразным – причем с запасом, чтобы поршень сохранил форму бочонка и в горячем состоянии.
Кроме того, с целью свести к минимуму температурную деформацию поршня, в тело поршня заливают стальные, термокомпенсирующие вставки, которые призваны удерживать область бобышек от чрезмерного расширения.
Главный недостаток литых поршней – процесс литья не свободен от большого процента технологического брака, внутри металла будущего поршня остаются пустоты, возникают трещины.
Да и твердость сплава после литья и закалки относительно не высока: 80 единиц по шкале Бринеля.
Поэтому, чтобы соблюсти необходимую прочность литого поршня, его массу приходится увеличивать. К примеру обычный, заводской поршень для 16V двигателя ВАЗ, получаемый литьем в кокиль, весит 370 грамм. Как альтернатива заводским, литым поршням появились кованые поршни.
В принципе их правильнее называть штампованными, т.к. поршни получают не многократной обработкой давлением, а однократной. Заготовка поршня помещается в матрицу, прижимается пуансоном и полуфабрикат поршня готов.
Естественно окончательную форму поршня он приобретет только после механической обработки.
Штамповка поршня под давлением позволяет упрочнить металл и одновременно сделать поршень гораздо более легким, прочным, надежным и долговечным.
При этом возникает проблема невозможности ( вернее большой сложности ) запрессовки в поршень термокомпенсирующих вставок и вследствии этого необходимость в более тщательном подборе профиля поршня.
В качестве сырья для изготовления кованных поршней используют высококремнистый алюминий (содержание кремния 10-18%), подвергнутый предварительной деформации, в виде прутка, прошедшего многократную протяжку через фильеры. В процессе такой протяжки сечение прутка уменьшается вчетверо и при этом ликвидируются поры в металле будущего поршня и изменяется его структура. Пруток режется, и болванками закладывается в гидравлический пресс.
Усилие в 250 тонн и температура 500градусов, поддерживаемая системой индукционного нагрева, делает чудеса: металл будущего поршня, словно пластилин, за несколько секунд растекается между матрицей и пуансоном, принимая форму заготовки поршня.
Поскольку процесс изготовления поршня протекает при неизменной температуре, называется он изотермической штамповкой.
Постоянный нагрев играет здесь большую роль, ведь если температура в зоне матрицы упадет, то возможна недоштамповка поршня, те неравномерное распределение металла.
Если температура повысится – то алюминий будущего поршня попросту начнет плавиться.
В результате изотермической штамповки из предварительно деформированного металла и последующего цикла закалки и обязательного старения, получается заготовка под будущий кованый поршень с высокими механическими характеристиками – твердость 130 единиц и отсутствие технологического брака типа каверн, раковин и трещин. Комплект облеченных поршней версии «Тюнинг» весит на 50 грамм легче, по сравнению со стандартными, заводскими ВАЗ-овскими поршнями.
«Революционным» в национальных гоночных классах стал переход на поршни с 2мя кольцами, без среднего кольца. При этом за счет одновременного изменения профиля поршня заметного возрастания расхода масла не произошло.
Источник: http://vz12-up.ru/dvig/porshni-vaz-2112.html
Взаимозаменяемость поршневых колец – насколько это реально?
Основными размерами, по которым можно подобрать поршневые кольца, являются их высота и, конечно, диаметр цилиндра. Если найден вариант, имеющий такие же размеры, то с вероятностью 90-95 % он подойдет.
При ремонте двигателей автомобилей различных марок и моделей иногда возникают ситуации, когда нужной детали найти быстро не удается.
Как правило, это означает, что нужно делать заказ, – и тогда требуемую деталь можно получить только через 5-12 дней, а то и больше, из-за границы.
В некоторых случаях подобный срок может оказаться нежелательным или даже неприемлемым. А есть ли способ найти альтернативные решения?
Оказывается, да, есть. По некоторым моторным деталям прослеживается явная аналогия их основных размеров у двигателей, выпускаемых или выпускавшихся различными фирмами. Например, поршневые кольца различных моделей двигателей в ряде случаев частично или полностью взаимозаменяемы. А это значит, что круг поисков существенно расширяется и вероятность найти нужные кольца значительно увеличивается. Тем более что номенклатура поршневых колец, выпускаемых различными фирмами, если не безгранична, то, по меньшей мере, огромна. Конечно, “крутые” профессионалы, “фыркающие” при одном лишь виде детали, не имеющей “фирменной” упаковки компании-изготовителя автомобиля, могут обвинить автора в непрофессионализме и многих других смертных грехах. Так вот, этот материал – не для них. Лучше пусть займутся своим делом – заменой коленчатых валов, шатунов, блоков или головок цилиндров, которые они боятся ремонтировать, даже если те имеют незначительные дефекты. Для остальных же сообщаем некоторые подробности. Основными размерами, по которым можно подобрать поршневые кольца, являются их высота и, конечно, диаметр цилиндра. Если найден вариант, имеющий такие же размеры, то с вероятностью 90-95 % он подойдет. Но, чтобы быть уверенным на все 100 % , нужно еще учесть следующее.- Радиальная ширина выбранных колец должна соответствовать канавкам поршня, то есть нужно, чтобы глубина канавок не оказалась слишком малой. В подавляющем большинстве случаев компрессионные кольца у различных двигателей имеют очень близкую радиальную ширину и практически всегда подходят, чего нельзя сказать о маслосъемных кольцах. Для последних вряд ли, например, удастся замена штатного наборного кольца с двухфункциональным расширителем на коробчатое, которое имеет значительно большую ширину. Поэтому помимо размеров при подборе колец необходимо уточнить их конструкцию, а лучше всего – их радиальную ширину по специальным каталогам фирм-производителей колец (Federal Mogul, Goetze, Kolbenschmidt, Perfect Circle и другие). – Определенное значение имеют материалы и покрытие колец. Так, желательно, чтобы у найденных колец покрытие соответствовало оригиналу. Нарушение этого правила может привести к снижению их ресурса, а в некоторых случаях (например, при установке нехромированных колец в алюминиевые цилиндры, не имеющие твердого покрытия) – вообще к неработоспособности колец. Эти вопросы также можно уточнить по каталогам. – Очень трудно подобрать кольца для дизелей. У многих моделей верхние кольца имеют молибденовое покрытие и трапецеидальный профиль, причем нередко с различными углами, а маслосъемные кольца, как правило, коробчатые (наборные ставит, пожалуй, только Ford). Эта информация может быть уточнена в каталогах фирм-производителей колец. Нецелесообразно также устанавливать на дизель кольца от бензиновых моторов, хотя обратная замена допустима. Во всех случаях очень желательно, чтобы двигатель, кольца от которого использовались, имел примерно те же основные параметры, что и двигатель, на который эти кольца установлены. Речь идет в первую очередь об удельной (так называемой литровой) мощности и максимальной частоте вращения, определяющих степень форсирования двигателя. Очевидно, кольца от “тихоходного” мотора выпуска 20-30 летней давности вряд ли подойдут к современному многоклапанному двигателю с наддувом – не те окажутся материалы покрытия, да и требования к геометрии колец могут быть разными. Так что эти факторы следует учитывать при подборе колец, когда нет точных каталожных данных по их материалу и покрытию. Но, в любом случае, кольца от более новых моделей при соответствии размеров подойдут к более старым.
Если найденные кольца удовлетворяют всем перечисленным выше условиям, ходить они будут ничуть не меньше штатных. Здесь приводится таблица с некоторыми вариантами возможной замены колец для различных моделей двигателей европейских, японских и американских автомобилей.
Иногда подобные способы замены позволяют не только подбирать “дефицитные” кольца, но и заметно сэкономить, используя более дешевые аналоги (разумеется, речь не идет о продукции сомнительного происхождения).
Отметим также, что количество вариантов может быть существенно (в несколько раз) увеличено, если есть возможность доработки колец шлифованием их торцев. Но это тема отдельного разговора.
Диаметрцилиндра,
мм
Высотаколец,
мм
Марка автомобиля / Модель двигателя73.01.5-1.5-4.02.0-2.0-4.0Nissan/E10Mazda/TCToyota/2ENissan/A10, A12Toyota/1A, 2A74.01.5-1.5-4.0Honda/EV, EWMitsubishi/4G1275.075.5
Источник: http://AvtoTrec.ru/index.php/nissan/141525





